
Paper certificates are forgeable
EASA Form 1 and FAA 8130-3 authenticate the paper — not the metal. AOG Technics proved it definitively: a home printer, a laptop, 60,000 forgeries. The entire system failed to detect a single one.
The surface microstructure of every metal part is unique, immutable, and physically impossible to reproduce. ID Systems AG turns it into a digital passport — the first approach that authenticates the part itself, not the document.

Anything that can be separated from the physical part can be forged or transferred. This is the shared fundamental weakness of every approach currently used in aviation.
EASA Form 1 and FAA 8130-3 authenticate the paper — not the metal. AOG Technics proved it definitively: a home printer, a laptop, 60,000 forgeries. The entire system failed to detect a single one.
Bolts, bushings, seals, washers, dampers — no existing system can physically identify these parts. CFM International confirmed: exactly these parts made up the majority of AOG Technics counterfeits. No current technology addresses this gap.
An RFID tag can be removed from a genuine part and attached to a counterfeit. The system authenticates the tag — not the metal beneath it. The vulnerability is conceptual, not technical.
Life-Limited Parts must be traceable back-to-birth. Every documentation gap devalues parts worth millions, jeopardises airworthiness, and creates legal grey areas in lease return transactions.
The decisive question every Quality Manager, MRO Director, and Chief Engineer must be able to answer:
"Can I prove today — beyond reasonable doubt — that the part in my hand is identical to the one recorded in my documentation chain, regardless of the quality of accompanying paperwork?"
With all existing methods, the honest answer is: Only partially. With surface fingerprint: Yes — in seconds, with absolute physical certainty.
Every metal surface — titanium, steel, aluminium, Inconel — carries a unique microstructure created during manufacturing, random in nature, and physically impossible to reproduce. ID Systems AG captures this structure and converts it into a digital passport for the part.
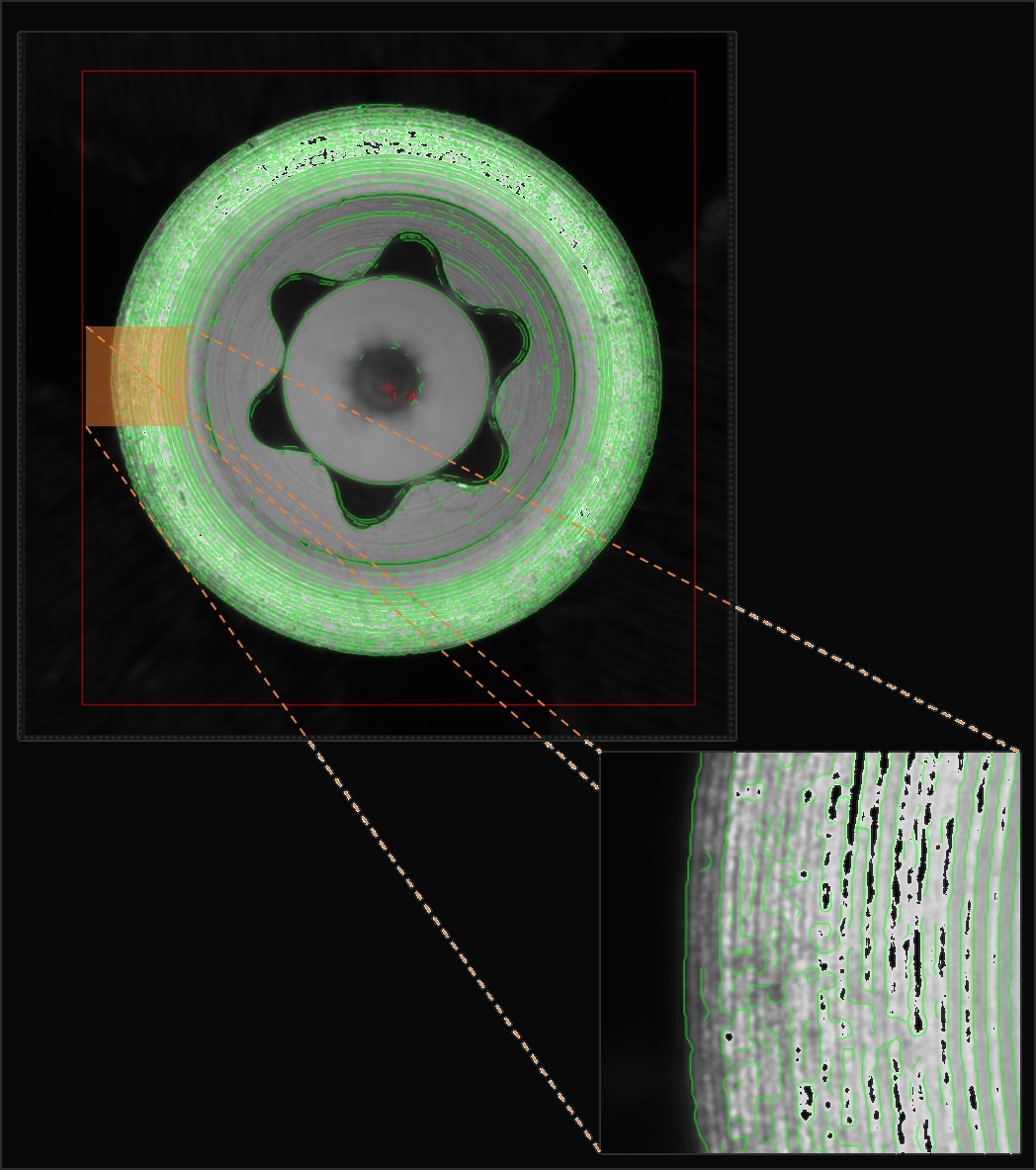
The green contour lines visualise the algorithmically captured surface microstructure. Each line is a unique characteristic — together they form a digital hash that identifies the part beyond dispute. The detail inset (bottom right) shows the sub-microscopic topography, which is physically impossible to reproduce even under identical manufacturing conditions. This is the fingerprint that makes every bolt, bushing or LLP uniquely and permanently identifiable.
High-precision, non-contact optical scan of the component surface. The part remains completely unchanged — no intervention, no marking, no certification obligation on the part itself. Compatible with high-volume production environments.
The microstructure is converted into a unique digital hash and stored securely. Compatible with blockchain systems, MRO software (AMOS, SAP), ERP, and existing aviation documentation platforms.
At every receiving inspection, maintenance check, lease return, or installation: new scan, automatic database comparison, proof of authenticity in seconds — even after years in service, after sterilisation, after disassembly and reassembly.
Every scan adds an entry to the part's provenance chain. Complete traceability from manufacture to retirement — the physical anchor that makes blockchain documentation genuinely secure and every LLP record unassailable.
The part remains unchanged. No certification obligation on the part itself. Decisive for aviation regulatory compliance.
The microstructure cannot be copied, transferred, or reproduced. Zero attack surface for manipulation of any kind.
Bolts, bushings, seals — physically uniquely identifiable for the first time. Closes the industry's biggest authentication gap.
Validated for steel, titanium, aluminium, Inconel. All common aviation alloys covered across all part categories.
Validated in watchmaking and medical technology (sterilisation, implants per ISO 13485) — direct transfer to aviation environments.
The physical anchor that makes blockchain part documentation genuinely manipulation-proof and legally defensible.
RFID, blockchain, laser engraving — all share the same fundamental weakness: they are separable from the physical part. What is separable can be forged, transferred, or duplicated.
| Method | Physically bound? | Non-serial. parts? | Intervention? | Forgeable? | Assessment |
|---|---|---|---|---|---|
| EASA Form 1 / FAA 8130-3 | No — paper is separable | With serial no. only | No | Yes — proven | Inadequate |
| RFID / barcode / QR tags | No — tag is detachable | No | Attach tag | Yes — tag is transferable | Weak |
| Laser engraving / Dot-Peen | Partial — can be imitated | Partial | Yes — material change | Within limits | Medium |
| Blockchain (alone) | No — no physical anchor | No | No | No part protection | Complementary |
| Surface Fingerprint (IDS) | Yes — inseparable from material | Yes — even without serial no. | No — zero intervention | No — physically impossible | 100% counterfeit-proof |
From incoming goods inspection to OEM manufacturing integration — surface fingerprint accompanies every part through every step of the global aviation supply chain.
The category at the centre of the AOG Technics scandal — and the one for which no existing system provides a physical identification solution. Surface fingerprint closes this gap completely: every bolt, seal, bushing and washer becomes uniquely, permanently authenticatable for the first time — no serial number required, no marking needed.
Turbine blades, landing gear, brake assemblies — EASA and FAA mandate back-to-birth traceability. The fingerprint is the immutable physical anchor of that chain: even if paper documentation is incomplete or challenged, the part's identity remains provable. No multi-million-dollar LLP value is ever lost to documentation gaps again.
Deployed as an internal quality tool in receiving inspection (FAA AC 20-154), the fingerprint system requires no EASA or FAA certification on the part itself. This is the fastest path to measurable ROI: immediate start, immediate results, zero process redesign, zero regulatory lead time. The ideal Phase 1 entry point for any CAMO or Part-145 organisation.
In aircraft asset transactions between lessors and airlines, LLP verification is one of the most time-consuming and costly activities. Documentation gaps devalue parts worth millions. The fingerprint provides unassailable, physically grounded proof of part identity — independent of the completeness of accompanying documentation.
Numbers that demonstrate: the need is real, regulatory-backed, and the window for early movers is open right now.
Mandates traceability for all aircraft parts used in maintenance — without specifying a technical procedure. This regulatory openness allows surface fingerprint to be positioned as an Acceptable Means of Compliance — no legislative process required, no new rulemaking needed.
Explicitly identifies gaps in physical authentication procedures for non-serialized parts (Suspected Unapproved Parts — SUPs), without closing them. Creates regulatory demand without supply — the precise position ID Systems AG addresses.
Airbus, Boeing, GE Aerospace and Safran have formed a joint initiative and are actively seeking technology partners. Early movers gain direct access to OEM decision-makers at the highest level of the industry.
SR Technics (Zurich), Swiss Aviation Services, Swiss AviationSoftware and direct FOCA access offer ideal pilot conditions. Swiss quality and regulatory credibility as a proven trust factor with international aviation clients.
Each phase delivers standalone value. Phase 1 starts without any regulatory lead time — immediately, with measurable benefits from the very first deployment.
Deployment as an internal quality inspection tool in receiving inspection. No airworthiness certification required — the system is used as a quality control instrument, not as part of official release documentation. Analogous to a calliper or borescope: neither requires a part certification. Zero regulatory risk, first ROI evidence.
Positioning as an Acceptable Means of Compliance under EASA 1321/2014 Art. 145.A.42. Engagement with FOCA and EASA rulemaking. Integration of a Designated Engineering Representative (DER). Joint application with pilot customer to establish official compliance pathway.
Fingerprint acquisition directly at OEM manufacturing — the part receives its digital passport before it ever leaves the factory. Partnership via the Anti-Counterfeiting Coalition. Integration into OEM quality systems. Maximum chain integrity from first article to retirement.
Comprehensive analysis for MRO organisations, airlines, aircraft manufacturers, and OEM quality teams worldwide.
15 pages · Fact-based · For technical and commercial decision-makers
Download White PaperPDF · Free · No form requiredAlso available in DOCX — request on enquiry.
Technical and regulatory answers on surface fingerprint technology in aviation — questions commonly asked by quality managers, MRO directors, and procurement teams.
Detection currently relies primarily on paper-based document verification (EASA Form 1, FAA 8130-3) and visual inspection. The AOG Technics case (2019–2026) proved these methods are structurally inadequate: 60,000 forged certificates passed every existing control undetected over four years. ID Systems AG surface fingerprint technology is the first method to authenticate the physical material itself — no marking, no intervention on the part, independent of document quality.
Non-serialized parts — bolts, nuts, washers, seals, bushings, dampers — carry no individual serial number and are invisible to all existing digital tracking systems. They cannot be traced back-to-birth, cannot be verified against a parts history, and cannot be distinguished from counterfeits by any current physical method. CFM International confirmed after the AOG Technics scandal that the majority of counterfeit parts came from exactly this category. ID Systems AG surface fingerprint is the only scalable solution that makes even these parts physically and individually identifiable — without any marking or intervention.
No. The scan is a purely non-contact optical reading process. The part remains in its original condition — no physical modification, no marking, no intervention of any kind. This is a decisive regulatory advantage: unlike laser engraving or RFID tags, the scan system does not require any airworthiness certification on the part itself. When deployed in Phase 1 as an internal inspection tool, the system is subject to no EASA or FAA certification obligation whatsoever.
The central EASA requirement is Regulation (EU) No. 1321/2014, Art. 145.A.42, which mandates traceability for all parts used in maintenance organisations — without prescribing a specific technical method. This regulatory openness permits surface fingerprint to be positioned as an Acceptable Means of Compliance (AMC) without requiring new rulemaking. On the FAA side, Advisory Circular AC 21-29D (Suspected Unapproved Parts) explicitly identifies gaps in physical authentication procedures for non-serialized parts. ID Systems AG actively guides partners through the full regulatory process, including FOCA dialogue and DER engagement.
The technology is material-neutral and validated for all common metallic aviation materials: steel (multiple alloy grades), titanium (Ti-6Al-4V and others), aluminium (2024-T3, 7075-T6 and further alloys), Inconel, and other nickel-base superalloys including those used in hot-section engine components. Already proven in watchmaking (titanium, stainless steel) and medical technology (surgical steel, titanium implants per ISO 13485, fully sterilisable). Composite materials (CFRP, GFRP) can be validated within the pilot programme scope.
Blockchain systems secure documentation records immutably against tampering — but without a physical anchor, the connection between the digital record and the physical part itself remains vulnerable. If the part has no unique physical identity, a counterfeit can be linked to a genuine blockchain record. Surface fingerprint is the physical anchor that makes blockchain genuinely secure: the surface microstructure binds the physical metal inseparably to the digital record, creating a chain of custody that is both digitally immutable and physically unforgeable. Lufthansa Technik introduced a blockchain parts documentation system in 2024 that requires exactly this kind of physical anchor to close its remaining vulnerability.
Between 2019 and 2023, the operator of AOG Technics issued approximately 60,000 forged EASA Authorised Release Certificates (ARCs) using a home computer and printer. He was sentenced to 4 years and 8 months imprisonment at Southwark Crown Court in February 2026. The judge described the offending as "a near-complete subversion of the aviation regulatory framework." Airlines including Ryanair, American Airlines, Delta, Southwest, TAP, WestJet and Virgin Australia were affected. CFM International confirmed 145 CFM56 engines required emergency inspection. The case demonstrates conclusively that the industry's reliance on paper-based certification is a structural vulnerability — and that physical part authentication is the only lasting structural solution.
The fastest route is Phase 1: deployment as an internal quality control tool in your receiving inspection — no certification required, no intervention on parts, no process redesign needed. ID Systems AG provides structured pilot programmes with defined test scenarios, clear success criteria, and full technical support throughout. Speak directly with our technical team: info@idsystems.ch or +41 32 374 71 11. Based in Lyss, Switzerland.
Sie sind noch nicht sicher, welches Produkt am besten für Ihre Einsatzwecke geeignet ist? Zögern Sie nicht und kontaktieren Sie uns für ein Beratungsgespräch oder für eine unverbindliche Offerte. Rufen Sie uns einfach an:
Zentrale: 032 374 71 11